Nylon, specifically Polyamide (PA), remains one of the most versatile synthetic fibers in the modern industrial world. Since its invention, it has evolved from basic hosiery to high-tech applications in aerospace, performance athletics, and sustainable fashion. The global market for wholesale nylon fabric is currently driven by a surge in demand for lightweight, high-tensile materials that offer superior abrasion resistance and moisture-wicking properties.
In 2024 and beyond, the industry is witnessing a strategic shift towards Nylon 6 and Nylon 6,6, with the Asia-Pacific region leading both production and consumption. As a premier Chinese factory, Fujian Weijin Textile is at the epicenter of this technological revolution, bridging the gap between raw manufacturing power and sophisticated global procurement needs.

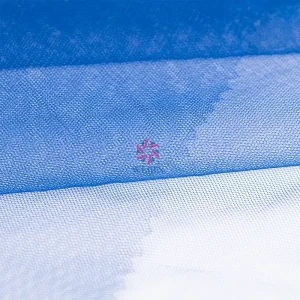
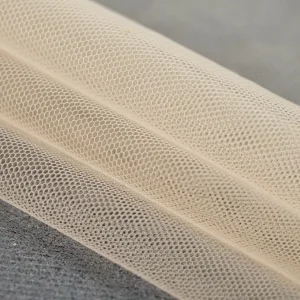
Specializing in 15D to 70D denier counts, our 100% nylon fabrics are engineered for specific tensile strengths. Whether it's the sheer elegance of 15D bridal tulle or the rugged durability of 70D industrial mesh, our molecular control ensures zero-defect quality.
Utilizing state-of-the-art warp knitting technology from Changle, Fujian, we produce intricate mesh patterns, Swiss dots, and luminous effects that are unattainable via standard weaving processes.
Our nylon undergoes advanced treatments including anti-static, flame retardant, and UV-resistant coatings, making them suitable for specialized medical and outdoor applications.

Fujian Weijin Textile Technology Co., Ltd. is located in Changle Jinfeng, a famous warp knitting town in China. It is 10 kilometers away from Fuzhou Changle International Airport and only 20 kilometers away from Fuzhou Mawei Port. The transportation is very convenient.
With a legacy spanning over two decades, we have established ourselves as a benchmark for quality in the wholesale 100 nylon fabric sector. Our facility integrates R&D, production, and quality control, ensuring that every meter of fabric meets international standards for high-end fashion and industrial use.
The global procurement of nylon fabric is shifting from "lowest cost" to "best value and sustainability." International buyers from Europe, North America, and Southeast Asia are now prioritizing:
The demand for recycled nylon (r-Nylon) is skyrocketing. We are investing in closed-loop manufacturing to offer sustainable alternatives without compromising on performance.
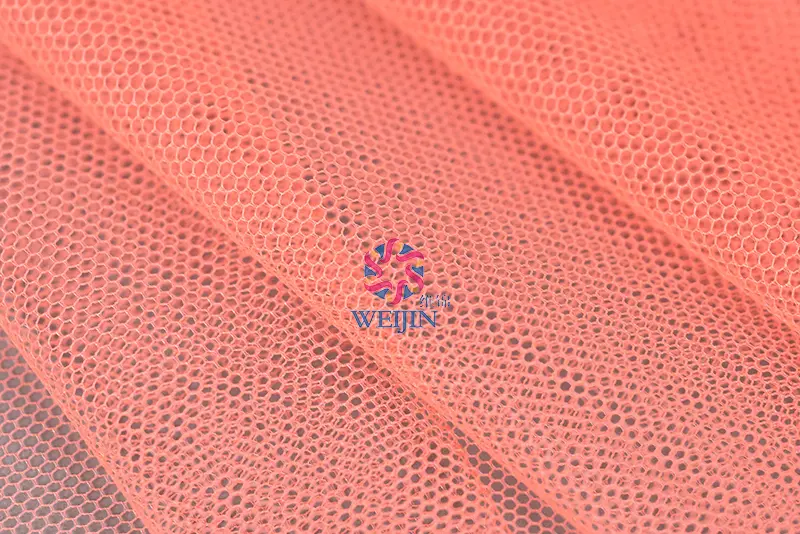
The "Athleisure" trend requires fabrics that are not only elastic but also breathable and skin-friendly. Our 100% nylon mesh caters perfectly to this luxury sportswear segment.
Proximity to ports and airports (like our Fuzhou Mawei Port location) is a critical factor for global wholesalers who require fast lead times and efficient logistics.
100% Nylon fabric is not a "one size fits all" product. Its applications vary wildly across different local markets:

In the European and Middle Eastern markets, our ultra-sheer nylon tulle is the gold standard for luxury wedding dresses and evening gowns.

In Australia and Brazil, high-elasticity nylon mesh is preferred for its resistance to chlorine and salt water.

Industrial applications in Japan and Germany utilize our nylon mesh for precise medical gauze and high-purity liquid filtration.
The Southeast Asian market frequently sources our 20D embroidered mesh for delicate lingerie production.
As a leading Wholesale 100 Nylon Fabric Manufacturer, our Chinese facility offers unique advantages that Western or other Asian competitors often lack:
We strive to provide customers with quality products. Request information, samples & quotes, contact us!
GET A QUOTE NOW
Factory Display
We mainly produce all kinds of high-end mesh fabric products.

Fabric Comparison
How to distinguish between nylon and polyester fabrics? Learn the expert tips.

Certifications
Our rewards and achievements in textile technology excellence.
With 20+ years of technical mastery, Fujian Weijin Textile Technology Co., Ltd. is not just a manufacturer; we are your strategic partner in the global nylon fabric supply chain. From Fuzhou to the world, we deliver quality, innovation, and reliability.